+86-15371769898
+86-15371769898 [email protected]
[email protected]
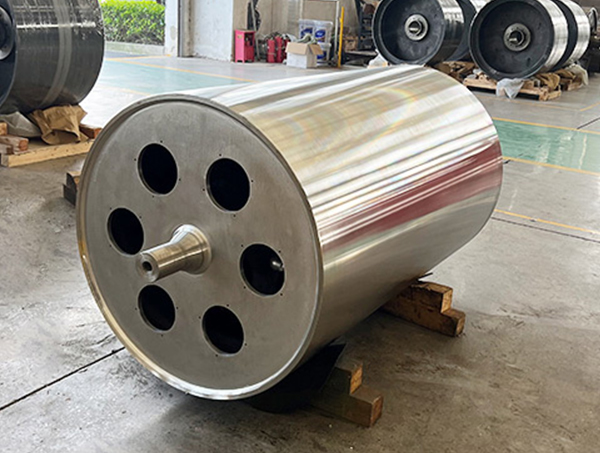
+86-15371769898[email protected]بكرات سطح المرآة احصل على لمسة نهائية شديدة اللمعان من خلال أ عملية تصنيع متعددة المراحل يتم التحكم فيها بدقة وتجمع بين اختيار المواد الأساسية، والتصنيع الخشن والدقيق، وجولات متعددة من الطحن، والتلميع النهائي للوصول إلى خشونة السطح (Ra) من 0.01 إلى 0.05 ميكرومتر - ناعم بدرجة كافية ليعكس الضوء كالمرآة. عند هذا المستوى من تحسين السطح، يمكن للأسطوانة إضفاء اللمسات النهائية مباشرة على الأفلام والرقائق والطلاءات والصفائح أثناء المعالجة الصناعية، مما يجعل جودة سطح الأسطوانة العامل الأكثر أهمية في جودة المنتج النهائي.
يتم قياس خشونة السطح بواسطة قيمة Ra (المتوسط الحسابي للخشونة) — متوسط انحراف القمم والوديان السطحية عن خط الوسط، معبرًا عنه بالميكرومتر (ميكرومتر). كلما انخفضت قيمة Ra، أصبح السطح أكثر سلاسة وانعكاسًا.
| درجة السطح | قيمة Ra (ميكرومتر) | المظهر | تطبيق نموذجي |
|---|---|---|---|
| تشكيله القياسية | 1.6 - 3.2 | علامات الأداة المرئية | بكرات صناعية عامة |
| أرض جيدة | 0.4 - 0.8 | مظهر ناعم وغير لامع | بكرات الفيلم والورق القياسية |
| مصقول عالي اللمعان | 0.05 - 0.2 | مشرق، شبه عاكس | فيلم التعبئة والتغليف، الورق المطلي |
| سطح المرآة | 0.01 - 0.05 | انعكاس المرآة بالكامل | أفلام بصرية، شرائح زخرفية، طلاء دقيق |
| مرآة فائقة (تشطيب فائق) | <0.01 | انعكاس مثالي بصريا | لوحات العرض، أفلام أشباه الموصلات |
لوضع قيمة Ra لسطح المرآة في المنظور: يبلغ قطر شعرة الإنسان حوالي 70 ميكرومتر - بكرة سطح مرآة عند Ra 0.01 ميكرومتر أكثر سلاسة بمقدار 7000 مرة من عرض شعرة واحدة.
يبدأ تحقيق اللمسة النهائية للمرآة قبل فترة طويلة من إجراء أي تلميع. يحدد اختيار المادة الأساسية بشكل مباشر مدى جودة اللمسة النهائية التي يمكن تحقيقها في النهاية - والمدة التي سيستمر فيها هذا التشطيب في ظل ظروف الإنتاج.
المواد الأساسية الأكثر استخدامًا لبكرات سطح المرآة هي:
بمجرد اختيار المادة الأساسية، يتم تشغيل الأسطوانة الفارغة بشكل خشن على مخرطة CNC إلى الداخل 0.3 إلى 0.5 ملم من القطر النهائي . يتم ترك بدل المواد هذا عمدًا لاستيعاب الطحن والتشطيب اللاحقين دون المخاطرة بتقويض الأبعاد.
لبكرات الصلب، المعالجة الحرارية تتبع الآلات الخام وهو أمر بالغ الأهمية لعكس الأداء النهائي:
الطحن هو المكان الذي يبدأ فيه سطح الأسطوانة التحول من آلة فارغة خشنة إلى أسطوانة دقيقة. يتم تنفيذ عملية طحن الأسطوانة لسطح المرآة تمريرات متعددة بعجلات كاشطة أكثر دقة بشكل تدريجي ، كل تمريرة تزيل كمية أصغر من المواد وتترك سطحًا أكثر نعومة تدريجيًا.
تسلسل طحن نموذجي لأسطوانة سطح المرآة:
طوال الطحن، معدل تدفق سائل التبريد، وسرعة العجلة، وسرعة دوران قطعة العمل، ومعدل الاجتياز يتم التحكم فيها جميعًا بدقة - تتسبب الانحرافات في تلف حراري أو علامات ثرثرة أو حرق طحن لا يمكن استعادته دون إعادة تشغيل تسلسل الطحن.
بالنسبة للعديد من بكرات سطح المرآة، أ يتم تطبيق طلاء السطح الصلب بعد الانتهاء من الطحن لتوفير مزيج من الصلابة ومقاومة التآكل وجودة السطح المتقبلة للتلميع والتي لا تستطيع المادة الأساسية وحدها توفيرها. تقنيات الطلاء الثلاثة الأكثر شيوعًا هي:
الطلاء التقليدي والأكثر استخدامًا لبكرات سطح المرآة. الكروم الصلب المطلي بالكهرباء يحقق صلابة الجهد العالي 850-1,050 ويمكن صقله إلى قيم Ra أقل من 0.02 ميكرومتر. طبقات الكروم سمك 0.05 إلى 0.2 ملم هي المعيار للبكرات الصناعية. توفر شبكة الشقوق الدقيقة المتأصلة في طلاء الكروم بعض الاحتفاظ بمواد التشحيم، مما يساعد على حماية السطح أثناء ملامسة الفيلم. ومع ذلك، نظرًا للوائح البيئية المتعلقة بالكروم سداسي التكافؤ (Cr VI)، يتم تحديد الطلاءات البديلة بشكل متزايد.
يعمل رش وقود الأكسجين عالي السرعة (HVOF) على ترسيب طبقة كثيفة من كربيد التنجستن والكوبالت (WC-Co) بقيم صلابة تبلغ الجهد العالي 1,200-1,500 - أصعب بكثير من الكروم. تعتبر طبقات HVOF خالية من المسامية تقريبًا، ومقاومة للغاية للتآكل والتآكل، ويمكن صقلها إلى قيم Ra 0.02-0.05 ميكرومتر . إنها الخيار المفضل في التطبيقات التي يُحظر فيها استخدام الكروم أو حيث يكون عمر الأسطوانة في الظروف الكاشطة أمرًا بالغ الأهمية.
توفر الطلاءات الخزفية المطبقة بواسطة رذاذ البلازما صلابة ممتازة ( الجهد العالي 1000-1400 ) والمقاومة الكيميائية المتميزة. يمكن صقل سيراميك أكسيد الكروم (Cr₂O₃) على وجه الخصوص للحصول على جودة مرآة ويستخدم على نطاق واسع في بكرات الطباعة والطلاء والمعالجة الكيميائية حيث لا يمكن تجنب الاتصال العدواني للوسائط.
التلميع هو ما يحول الأسطوانة المطلية أو المطلية بدقة إلى سطح مرآة حقيقي. إنها المرحلة الأكثر كثافة في العمالة واعتمادًا على المهارات في عملية التصنيع بأكملها، والأكثر مسؤولية عن تحقيق قيمة Ra النهائية.
يتم إجراء تلميع المرآة للبكرات الصناعية على مراحل متتالية باستخدام مواد كاشطة أكثر دقة:
يجب تنفيذ كل مرحلة من مراحل التلميع باستخدام أدوات نظيفة وبيئة خالية من التلوث - سيؤدي وجود جسيم كاشط واحد من مرحلة خشنة متبقية على سطح الأسطوانة إلى إنشاء خدش يخترق جميع مراحل التلميع الدقيقة اللاحقة، مما يتطلب إعادة تشغيل التسلسل بأكمله من نقطة التلوث.
بعد التلميع، تخضع كل أسطوانة سطح المرآة لبروتوكول فحص الجودة الصارم قبل إطلاقها للاستخدام. تشمل القياسات الرئيسية ما يلي:
| المرحلة | عملية | Ra المحقق (ميكرومتر) | الهدف الرئيسي |
|---|---|---|---|
| 1 | اختيار المواد والتحول الخام | 3.2 - 6.3 | إنشاء الأساس الهندسي والمادي |
| 2 | المعالجة الحرارية | — | تحقيق صلابة السطح HRC 58-65 |
| 3 | طحن أسطواني متعدد التمريرات | 0.05 - 0.2 | الهندسة الدقيقة ودقة الأبعاد |
| 4 | طلاء السطح (الكروم / HVOF / السيراميك) | 0.1 - 0.4 | الصلابة، مقاومة التآكل، قابلية التلميع |
| 5 | تلميع المرآة المتتابعة | 0.01 - 0.05 | تحقيق انعكاس المرآة وRa النهائي |
| 6 | فحص الجودة والتوازن الديناميكي | تم التحقق منه ≥ 0.05 | قم بتأكيد جميع المواصفات قبل الإصدار |
لا تحقق أسطوانة سطح المرآة تشطيبها شديد اللمعان عن طريق الصدفة أو من خلال عملية واحدة - بل هي نتيجة ست مراحل تصنيع متسلسلة بدقة، كل منها مبني على الآخر ، بدءًا من اختيار المواد الأساسية والمعالجة الحرارية وحتى الطحن متعدد المراحل وطلاء السطح وتلميع المرآة النهائي. إن قيمة Ra التي يتم تحقيقها في كل مرحلة تحدد سقف ما يمكن أن تحققه المرحلة التالية، ولهذا السبب لا يمكن تخطي أي خطوة أو التسرع فيها. قيمة Ra النهائية من 0.01 إلى 0.05 ميكرومتر الذي يحدد أسطوانة سطح المرآة الحقيقية يمثل واحدًا من أعلى مستويات التشطيب السطحي التي يمكن تحقيقها في التصنيع الصناعي - ويحدد بشكل مباشر لمعان ووضوح وجودة كل منتج تلمسه الأسطوانة.
مخصص لتطوير وتصنيع أشكال مختلفة من اللفات بهياكل رول مختلفة.
الهاتف: +86-15371769898
البريد الإلكتروني: [email protected]
أضف: 9 شارع ليفا، مدينة تشنغدونغ، مقاطعة هايان، مدينة نانتونغ، مقاطعة جيانغسو، الصين
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. جميع الحقوق محفوظة.